

Industry 4.0: intelligent manufacturing, smart factory

Abto Software is a provider of cloud-based ERP and computer vision solutions for clients across different verticals, and as such we experience firsthand the effect that advancing technology can have on the business. Today’s post will cover how industry 4.0, the latest wave of industrialization has been forcing companies, operating in the manufacturing industry to change.
ERP Migration and Modernization
Increase functionality, improve user experience, and reduce maintenance costs.
Industry 4.0
First smartphones, and now we have a smart TV, a smart fridge, a smart washing machine, and many other tech devices. These examples show how technology has evolved our day-to-day lives. Now, it is time for technology to transform the manufacturing industry.
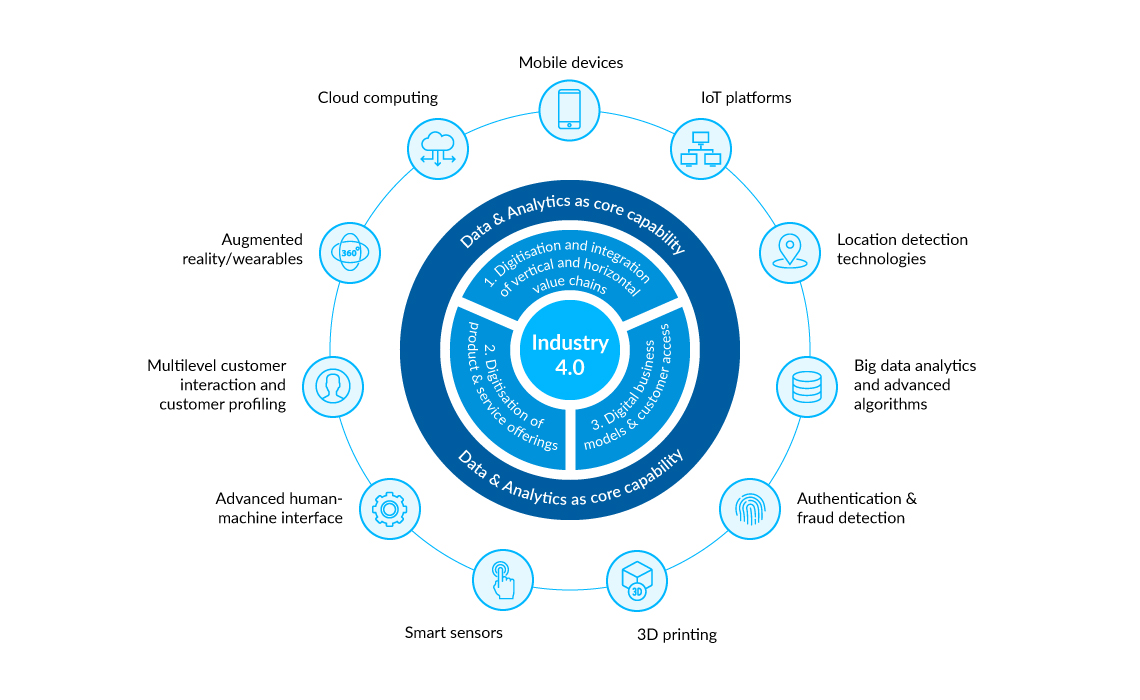
Industry 4.0 is the term that describes the latest advancements in the manufacturing industry. It combines traditional industrial practices with the innovative and connected world of technology. You may also encounter terms like Industrial Internet or the Smart Factory, although none fully encompass Industry 4.0.
Industry 3.0 focused on automating single machines and processes. In contrast, Industry 4.0 supports the end-to-end digitization of all physical assets and their integration into digital ecosystems with value chain partners. This approach includes large-scale machine-to-machine (M2M) and Internet of Things (IoT) deployments. These deployments aim to increase automation, improve communication and monitoring, enhance data collection, enable real-time data analysis, and provide predictive maintenance.
The goal is to ensure a truly productive future for manufacturing companies and their customers. Today’s factories will transform into smart factories of the future. Highly automated, self-monitoring machines will communicate with each other and with human co-workers, enhancing product quality and data analytics. This will allow manufacturers to run their businesses more smoothly and free up human resources for other development tasks.
The Smart Manufacturing Leadership Coalition, for instance, emphasizes the importance of connected manufacturing. They advocate for using a smart manufacturing platform and a manufacturing execution system to facilitate these digital transformations.
By leveraging data collection and real-time data, manufacturers can perform predictive maintenance and improve overall product quality. According to a recent market research report, these advancements are crucial for the future of industrial equipment manufacturing.
The history of Industry 4.0, and how it came to be
Industry 4.0 was first mentioned in the early 2013 German government memo. As a part of the devised high-tech strategy, it was planned to almost fully automate the manufacturing industry and make the human involvement in the production close to a minimum.
Angela Merkel, a German chancellor, expressed great enthusiasm when speaking of the Industry 4.0 in January 2015 at the World Economic Forum in Davos, calling it the only way to fuse the evolving world technology and the world of manufacturing. Also, the country’s government planned to invest around €200 million to support research into connected manufacturing across academia and business. Even though Germany was the first to acknowledge this phenomenon, other European countries and USA soon followed.
In the US the Smart Manufacturing Leadership Coalition (SMLC) has been established, a non-profit organization that consists mainly of manufacturers, suppliers, technology firms, government agencies, universities and laboratories that work together to change the way of thinking behind Industry 4.0.
SMLC’ goal is to build a foundation for an open, smart manufacturing platform for industrial-networked information applications, which is supposed to provide an access to specific modeling and analytical technologies that can be customized to meet the needs of manufacturing firms of all sizes.
Industry 4.0 Market
Anything connected to IoT or increased automation is worth millions, and Industry 4.0 is no different. According to the market research report “Industry 4.0 Market by Technology (Industrial Robotics, Cybersecurity, Internet of Things, 3D Printing, Advanced Human-Machine Interface, Big Data, Augmented Reality & Virtual Reality, Artificial Intelligence), Vertical, Region – Global Forecast to 2022,” the Industry 4.0 market was estimated at USD 66.67 billion in 2016.
It is expected to grow to USD 152.31 billion by 2022, with a CAGR of 14.72% between 2017 and 2022. The main driving factors for such rapid growth are the increasing adoption of the industrial Internet and a strong focus on efficiency and cost of production.
The vehicles manufacturing industry has shown growing interest in industrial robotics. These robots help increase production volume and meet market demand. The market for the industrial equipment manufacturing vertical is predicted to grow at the highest rate during the forecast period. This sector involves producing various kinds of machinery used in defense, construction, and manufacturing applications.
Implementing Industry 4.0 in this sector can help manufacturers analyze machine conditions in advance, avoiding unplanned downtime and wastage. Machine breakdowns and unplanned downtime cause significant losses to industrial equipment manufacturers.
These issues delay the production process. Therefore, there is a growing need for preventive maintenance solutions. Industry 4.0 solutions offer predictive maintenance, optimizing the manufacturing process and enhancing customer satisfaction.
The Smart Manufacturing Leadership Coalition emphasizes the importance of connected manufacturing. They advocate the use of a smart manufacturing platform and manufacturing execution system. These tools are crucial for optimizing product quality and supply chain management across production lines.
Smart Factories of Industry 4.0
Connected manufacturing is not new, but the fourth wave of industrialization has enhanced supply chain interconnection. Supply chain operations are evolving from a linear system to a more interconnected digital supply network, pushing companies to change their competitive strategies.
To benefit from the digital supply network, manufacturing companies need horizontal integration across operating systems, vertical integration through connected manufacturing systems, and end-to-end integration through the value chain. These integrations transform a simple factory into a smart factory, offering greater profitability opportunities.
A smart factory represents a leap from traditional automation to a fully connected, scalable system. It processes ongoing data streams from connected machines and production systems to adapt to new demands. A smart factory integrates data from all systems to manage manufacturing, maintenance, inventory tracking, and digitization of operations, enhancing the entire manufacturing network.
Benefits include increased operational efficiency, lower production downtime risk, and greater predictability and adaptability. Some companies have started transforming their facilities into smart factories, leveraging real-time production and inventory data for advanced planning and scheduling, and using augmented reality for maintenance.
On your journey to a true smart factory, adopt a holistic approach that influences the entire enterprise and value chain. The Smart Manufacturing Leadership Coalition emphasizes the importance of connected manufacturing, a smart manufacturing platform, and a manufacturing execution system.
These tools are crucial for optimizing product quality, supply chain management, and customer satisfaction across production lines. More information on smart factories will be provided in our next blog post.
SMEs in the Fourth Revolution
So, now that we have established a smart factory as the centerpiece of Industry 4.0 and defined its interconnections with other factories as the main characteristic, the next question stands who benefits from the fourth industrial revolution. At first, you may think that only for large enterprises with multiple facilities can gain any advantages. But, what about small-to-medium businesses? The answer is yes, in some cases.
First is a case of interconnection between your company’s factory and supply chain. Let’s imagine a simple scenario: the supplies shipment from an SME’s cutting tool partner is going to be delayed due to severe weather conditions. That information is sent to the company ’s manufacturing execution system that controls the production. Then the system will automatically adapt the machines’ production speed and feed rates to lower the risk of equipment going out of service.
Another case of how small companies with single facilities can reap benefits of Industry 4.0. is when SMEs offer their customers products in smaller batches down to customized individual items to speed up the delivery, or what they call assemble-to-order / make-to-order.
In theory, the business potential for Industry 4.0 is tremendous. We will be able to develop completely new value thanks to information transparency, optimal decision-making processes and the integration of external resources, optimized in terms of availability and cost. Also, the fourth industrial revolution guarantees the increasing flexibility and the highest quality assurance aspects of engineering, planning, production, operational and logistics processes.
I.e., no more rigid relationships and individual handling of locations will also fall away completely. It will be irrelevant whether you are producing or simply delivering. Knowing who may be integrated into the process, at what conditions of delivery, cost, and scheduling will be decisive.
This, therefore, describes the most significant difference compared to past Industry 3.0. No human will tell a robotic machine or resource what to do next, but external influencing factors will change and regulate the processes across the entire value creation chain.
And this is true for all businesses, including SMBs.